 全国免费咨询电话:400-881-7822
全国免费咨询电话:400-881-7822


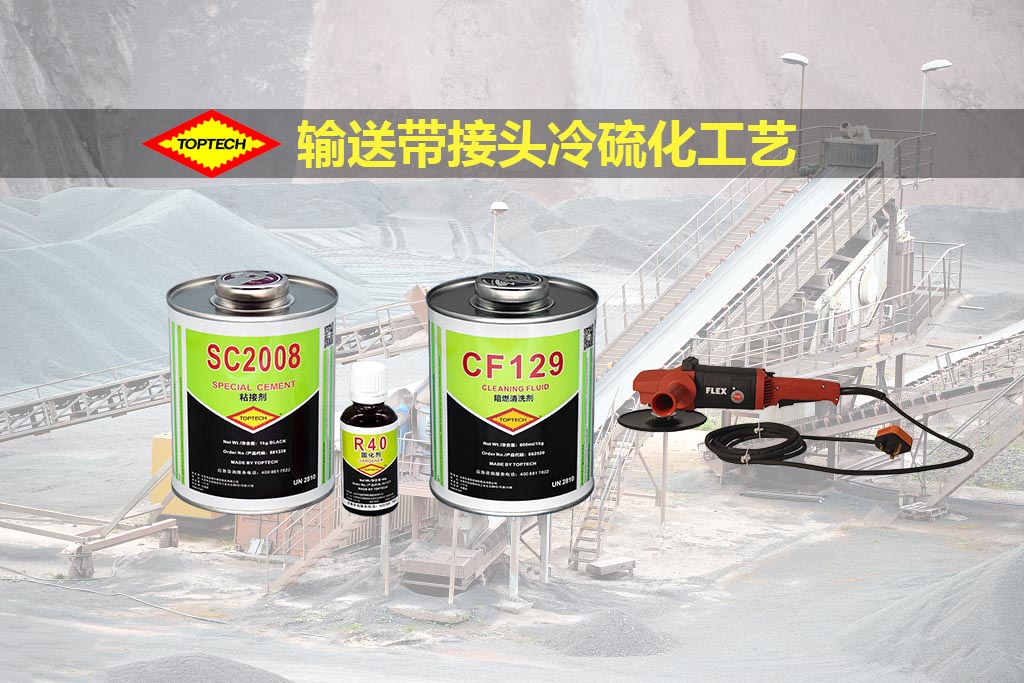
输送带接头冷硫化工艺
发布时间:2021-08-09 点击数:1089
输送带是整个输送系统中的重要组成部分,而输送带必须连接成环形才可以使用,因此输送带接头的好坏直接影响输送带的使用寿命和输送线能否平稳顺畅运行,一般输送带接头的工艺分为三种,一种是冷硫化接头工艺,一种是热硫化接头工艺,还有一种是金属搭接工艺。今天我们来谈一谈冷硫化接头工艺。
冷硫化接头工艺
1、划线:根据输送带宽度设计接头,一般使用直台阶搭接方式,实际搭接长度为宽度的一般。
2、剥层:对应剥层,同一位置上下台阶数相加后应相同。
3、对接头表面进行打磨
4、用CF129清洗剂对其进行清洗,(清洗时注意方向,由一边向另一边清洗,避免二次污染)。
5、刷胶:用冷粘接胶水2008和固化剂R40按照100:4的比例充分混合,然后薄薄一层涂刷在清洁干燥的被粘接物上,涂刷两至三次胶水,第一遍涂刷后要待其完全干透后再涂刷第二遍。
6、粘合:待第二遍胶水在半干湿状态时开始粘合,用橡胶锤从中间向两边敲打压实排气。
7、固化:将粘合好的输送带放置在常温下固化,一般40分钟左右就可以固化,如果能使其固化延长到12小时后再使用,效果最佳。
注意事项
1、打磨的目的是为了增大表面积,提高粘接强度,因此打磨的时候需平整、均匀,最好能够露出本体。
2、用CF129进行清洗时要清洗干净,一般橡胶制品表面经常附着油脂、污染物等,不清洗干净会直接影响粘接剂的粘性。
3、涂刷胶水的时候要一层一层薄薄的涂刷,涂刷均匀,防止有些地方遗漏涂刷。
4、最后粘合后要及时排气压实。
上一篇:橡胶输送带的修补工艺 下一篇:输送带的维护和保养


