 全国免费咨询电话:400-881-7822
全国免费咨询电话:400-881-7822


输送带冷粘接、冷修复工艺(上)
一、钢丝绳芯输送带冷修复
1、局部破损修复
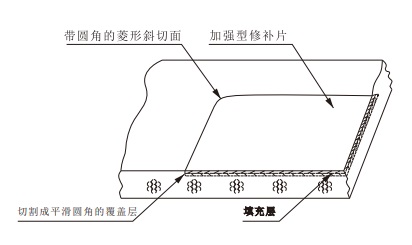
(1)将胶带破损的部位切割下(带圆角的菱形状橡胶覆盖胶,边缘为平滑斜面),充分打毛并清理干净
注意:不要去掉钢丝绳芯上的芯胶层,然后涂刷第一遍冷粘接剂,等其干透。
(2)涂刷第二遍冷粘接剂,同事把填充层也涂刷一遍,并使干燥,互相叠放并充分滚压,需要覆盖的较长时,可用多层填充层,但每层必须上下面都要涂刷冷粘接剂,滚压。
(3)将事先裁好的经过涂刷过冷粘接剂的硬质覆盖补片铺放在上面作为覆盖面料,并进行充分滚压,所有的修补部位修复后的高度应低于胶带表面1毫米(以避免卸料器将粘补层挂起),最后修整搭接部分的边缘,边缘表面再涂冷粘接剂。
2、边缘破损修补
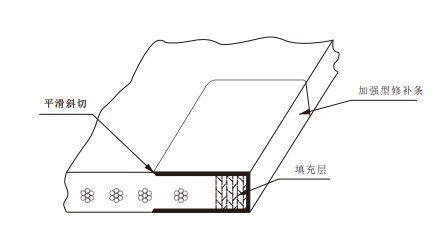
(1)切去破损部位的边缘与胶带表面要垂直。
注意:不要去掉未破损的钢丝绳芯周围的橡胶层,在破损边缘范围内外露的破损部位,应全部去掉,直至见到橡胶夹层为止。边缘切割面应与未破损的边缘呈平滑斜切。然后平行于胶带边缘切下破损胶带,应使最后一端铺放的硬质覆盖层低于胶带表面约1毫米。
(2)胶带边缘破损长度较大时,深度补水很深,那可以直接用硬质覆盖层修补,必须按全面要求的规程进行操作。
(3)将整个破损部位充分地打毛,涂刷冷粘接剂并等干燥,切割填充层,然后在胶带边缘和填充层上涂刷冷粘接剂,并一层一层粘到需要的厚度。注意:粘贴时应一层贴在另一层上面,然后仔细滚压并再依次涂刷冷粘接剂,修整四周的边缘,最后对硬质覆盖层补片涂冷粘接剂,粘贴,将边缘四周进行滚压。
3、纵向撕裂修补
(1)纵向撕裂部位的两侧,应加工成深槽型或用打毛机加工。撕裂部位的凹槽,两侧的宽度应达到约90mm,撕裂部位应仔细地打毛,打毛部位应达到斜切位置,涂胶并使其干燥。
(2)在干燥时,准备好所需要的填充层补片,将撕裂部位和补片涂胶,粘贴和滚压,凹槽填充层粘贴每层要涂胶,干燥和滚压,然后将事先涂胶后硬质覆盖层粘贴,在整个长度范围内用里滚压。



