 全国免费咨询电话:400-881-7822
全国免费咨询电话:400-881-7822


皮带一段断裂该怎么修复(上)
一、皮带的硫化胶接的简介
硫化胶接是将胶带接头部位的布层和胶层,按一定形式和角度割切成对称差级,涂以胶浆使其粘着,然后在一定压力、温度条件下,加热一定时间进行硫化反应,使生橡胶变成硫化橡胶,以使接头部位获得最佳的粘着强度。
硫化胶接有防撕裂、连接牢固和连接处抗拉强度强的优点。下面介绍的是尼龙、维尼纶和聚酯织物型皮带的胶接方法。
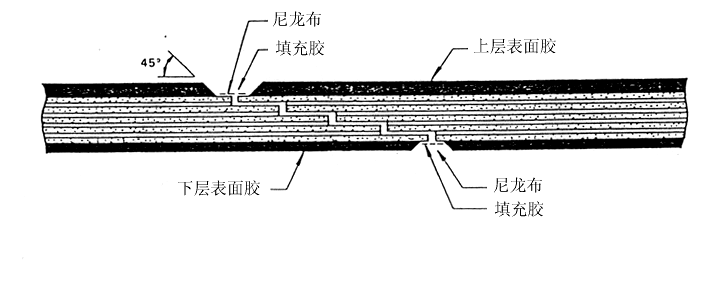
1、五层皮带的标准胶接图
(1)下图显示了五层皮带的胶接方法
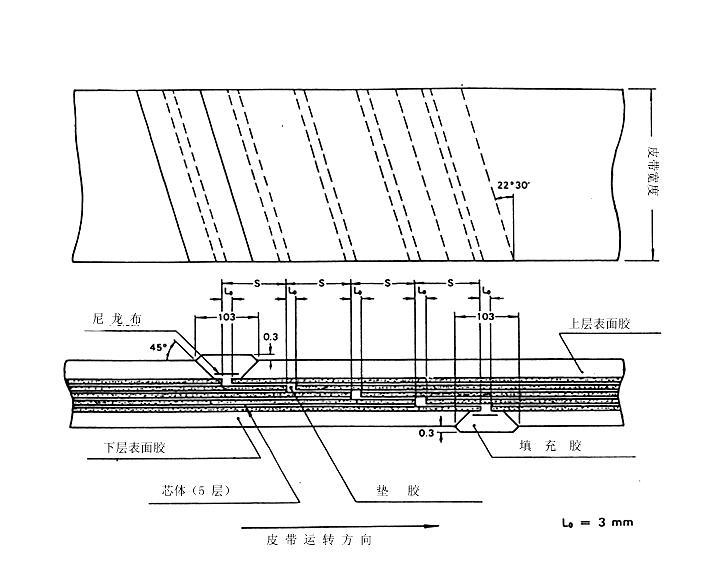
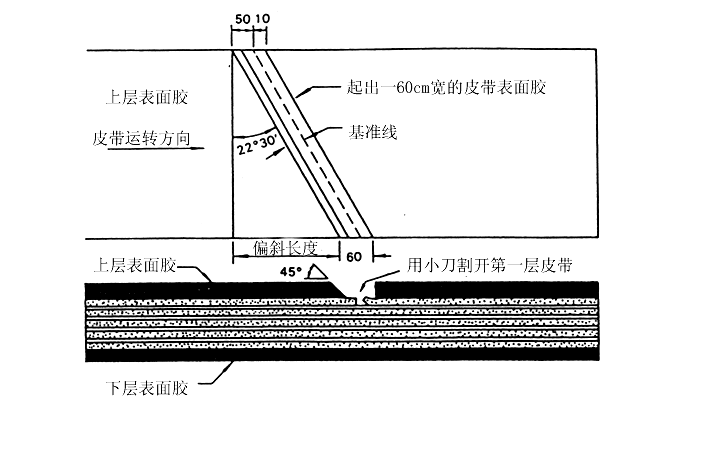
(2)步长的标准
胶接口不应为皮带的垂直切割线,而应有一定的偏斜。
2、工具设备的简介
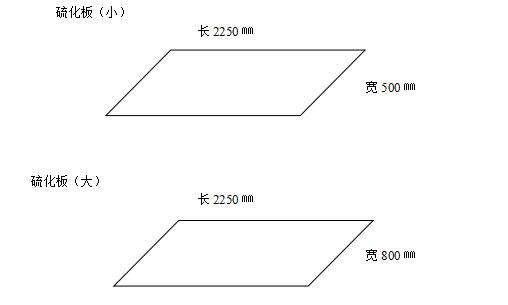
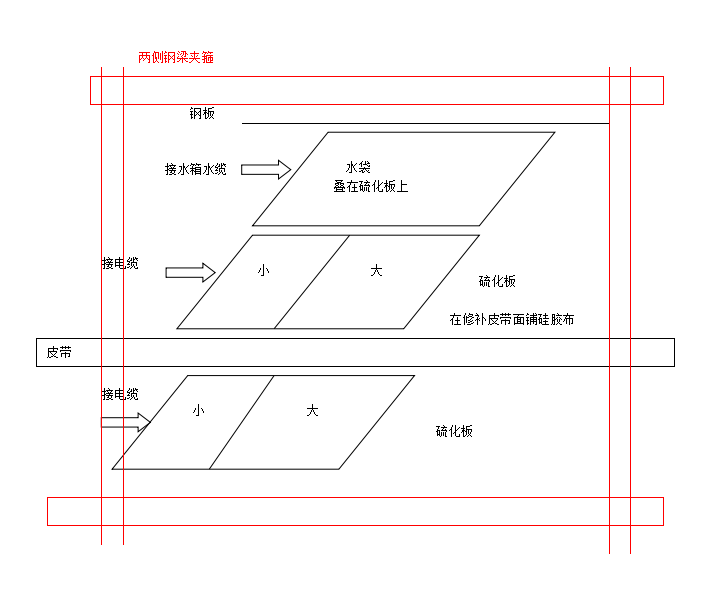
硫化板一般组合方式:钢梁夹箍宽度为180㎜ 长2250㎜ 用一块2250÷180=12.5 可用11~12*2=22块钢梁夹箍
放置硫化板图(小)
注意事项:硫化时间3分钟/1㎜
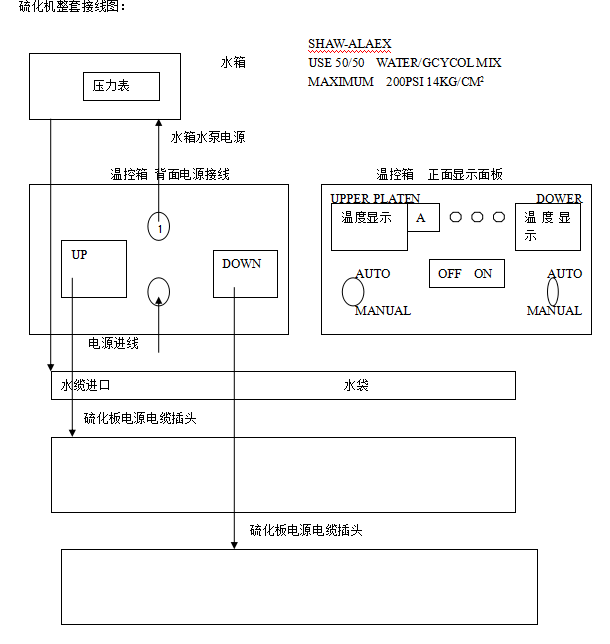
温控箱最终设定温度(可调):147.5度
水箱最终最大压力:200 PSI
温控箱上下硫化板显示的温度要同步,其温度差不能超过3度,如超过则把温度高的打为手动,然后再打为自动,监视两板的温度显示值。
3、皮带工艺和质量要求
皮带工艺如下:
(1) 对受潮的皮带首先预热干燥
(2) 画线、裁剥。并用钢丝砂轮除去芯层表面的残胶,使帆布微成毛状为止,并进行清理。
(3) 涂胶 第一涂0.4MM厚,用碘钨灯烘干。待胶表面不粘手时,涂第二遍胶。第二遍涂量略少于第一遍,再烘干,待表面胶似粘不粘时即可合口。
(4) 合口时各相应台阶要对齐,然后由中间到四周用锤敲击接合,以便排出空气,使接头粘接牢固,锤击力要均匀,布满整个接头之后即可。
(5) 修理接口边缘。
皮带粘接有何质量要求:
(1) 皮带各台阶等分的不均匀度不大于1MM。
(2) 裁割处表面要平整,不得有破裂现象。
(3) 钢丝砂轮清理浮胶时,清理干净。
(4) 接头处皮带边缘应是一条直线,其直线度应小于0。3%。
(5) 接头质量应保证使用一年以上,在此期间不能出现孔洞、起胶、破边等不良现象。
二、 发生撕裂的基本情况和分析
现场检查,皮带在靠近头部处纵向撕裂约20m,横向断裂,皮带已严重坠下,配重掉下,由钢丝绳受力,皮带上有煤。皮带上的划痕由浅渐渐的到深,说明可能有物件扎在皮带上,这是最前段的划痕。我们针对皮带损坏现象分析了事故发生的原因,相应制定方法对策
分析的原因:
刮煤器的原因
异物插入的原因
皮带起泡和托辊对皮带折叠的长期作用
皮带原接口的耐久性质量
跑偏和小撕裂的扩大
方法对策与执行:
对小缺陷的处理和发展趋势要加强跟踪和点检力度。
对皮带运行起反面作用的支架、托辊进行调整
对缺陷及时处理,杜绝缺陷的扩大。
对刮煤器进行优化改造。
对碎煤机、振筛、除铁器加大点检力度,保证正常投入。
外包队的管理。
提高维修技术。
提高对事故处理的反应能力,做好事故预案,整理好重要物资备件清单。
二、 准备工作和时间安排
1、 开出工作票,做好安全措施,准备好材料、工具。
就修补工作量准备好胶接所用的材料:
|
新皮带 |
Type (Kgf/cm)强度/层数 |
Size参数 |
Quantity长度(M) |
WEIGHT OF BELT(KG/M)重量/米 |
Bias Length(mm) 斜线长度 |
|
|
|
1000/5 |
2000*5P*6.0*2.0 |
435 |
31.4 |
830(修改为700) |
|
||
|
Step Length台阶长度 |
Total Step Length(S×4)(mm)总台阶长度 |
Fill-in Gum(mm)填充长度 |
Splicing Length (mm)粘接长度 |
估计更换量(M) |
|
||
|
250 |
1000 |
103 |
1933 |
70 |
|
||
|
热硫化剂 |
TOPTECH HS310 十罐 |
用于涂在各层之间,用于胶接的接合剂 |
|||||
|
面胶 |
i. 面胶(厚2MM500*2)一卷 ii. 面胶(厚4MM500*4)一卷 |
用于粘贴在表面胶的下面 用于上层面或下层面的填充胶
|
|||||
|
芯胶
|
I. 芯胶(500*0.8)一卷 II. 带帆布芯胶(厚1.4MM1000*1.4)一卷
|
|
|||||
|
清洗剂
|
清洗剂CF129 TOPTECH CF129清洗剂5L/罐 |
清洗用的溶剂 |
|||||
硫化所用到的工具清单:
|
(1)砂轮机(L1202 1600W) |
(8)游标卡尺(10~20厘米) |
(15)直剪刀 |
(22)刻痕刀
|
(29)剪钳子 |
(36)水桶 |
|
(2)砂轮 纤维打磨碟180/K16 碳钢打磨碟Φ125MM |
(9)卷尺(2~3米) |
(16)钻子 |
(23)手动滚轮 |
(30)温度计(最大量程200℃)
|
(37)工作、手套、护膝、防护镜、面罩
|
|
(3)钨丝灯、手提工作灯 |
(10)斜尺(量程大于1米,角度为220 30′) |
(17)螺丝刀 |
(24)胶毛刷、清扫刷 |
(31)砂纸 |
(38)皮带打头钻头 |
|
(4)电线卷座 |
(11扁口刀、锉刀
|
(18)夹钳、钳子、虎钳
|
(25)手动打磨刷、钢丝刷 |
(32)作记号用的标记笔 |
(39)橡胶刀、分层刀、磨刀具
|
|
(5)干燥器 |
(12)钢直尺(量程大于1.5米) |
(19)拉紧装置 |
(26)扳手
|
(33)标记弹线、白粉笔 |
(40) 葫芦 |
|
(6)100V和200V(20米)的电源线 |
(13)可调整小刀 |
(20)钢丝绳 |
(27)铁锤 、橡胶锤 |
(34)绳子(20米)
|
(41)分层拔离钩 |
|
(7)千分尺 |
(14)刀片
|
(21)夹具 |
(28)工具箱 |
(35)垃圾桶 |
(42)量杯 |
1、 确定皮带更换驳接的方案和联系工作
根据皮带断裂的情况,维修班确认皮带更换的方案和皮带更换长度,需要裕量皮带70米,割掉撕裂和受损的旧皮带按照皮带的接头技术要求胶接两个接头。
2、 工作安排
(1) 人员安排:为保证皮带以最快的时间完成更换任务,安排两班人员二十四小时实施开工,合理分配人力,保证修补质量和效率,直到皮带抢修任务结束。
(2) 皮带抢修工作计划
|
时间
|
工作任务 |
完成效果 (√) |
危险控制要点和技术工艺要求 |
|
9月19日
08:00~ 24:00 |
1)做好准备工作,人力分配,物资准备,工具配备,调节有关方工作先后步骤,调配相关配套资源; 2)仓库领用新皮带EP1000*5P*6*2一卷,初步确定皮带用量,将皮带用吊车运载至TT7外,用葫芦将皮带吊止皮带头部待用。 |
|
|
|
9月20日 0:00~ 24:00 |
1)皮带机配重拉到要求高度; 2)选择硫化位置,割掉撕裂皮带,将皮带拉拽止胶接位置,到指定位置上夹好皮带夹具; 3)准备好所有拉皮带、扒接皮带工具并拿到使用位置; 4)拆除胶接位置处的托辊支架及两侧围栏,布置硫化设备、搭设工作平台 5)拆除皮带机尾部旁胶及挡胶 |
|
|
|
9月21日 0:00~ 24:00 |
1)根据皮带接头强度要求确定尺寸画线,先扒旧皮带的胶接头,再对应扒新皮带; 2)用刀按阶梯逐层裁剥覆盖胶和帆布; 3)用手提钨钢、纤维砂轮机清除接头裁剥处的残余胶屑和毛糙帆布表面,并用清洗剂清洗布层表面的残污; 4)涂胶待干,加芯胶,皮带两端对齐贴合并加贴填充面胶,然后压实; 5)胶接硫化第一个接口 |
|
|
|
9月22日 0:00~ 24:00 |
1)完成第一个接口胶接后,通过卷扬机、钢丝绳等工具将新旧皮带回转,使第二个胶接处工作在搭设的平台上; 2)扒接皮带接头,重复上述工作过程准备胶接第二个皮带接头。
|
|
|
|
9月23日 0:00~ 09:00 |
1)硫化第二个接头 2)拆除硫化设备、工作平台,恢复胶接处的皮带托辊及围栏; 3)放皮带配重,拆除葫芦; 4)恢复皮带机尾部旁胶及挡胶; 5)清理现场,全面检查皮带机; 6)皮带机试运行。 |
|
|


